射出成形機向けシール製品
射出成形機で使用される油圧シリンダやその他機器には、過酷な使用環境に耐えるシール製品が求められています。油圧シリンダを含めたこれらの機器は、長期にわたり不具合を起こさず継続して動作することが求められています。
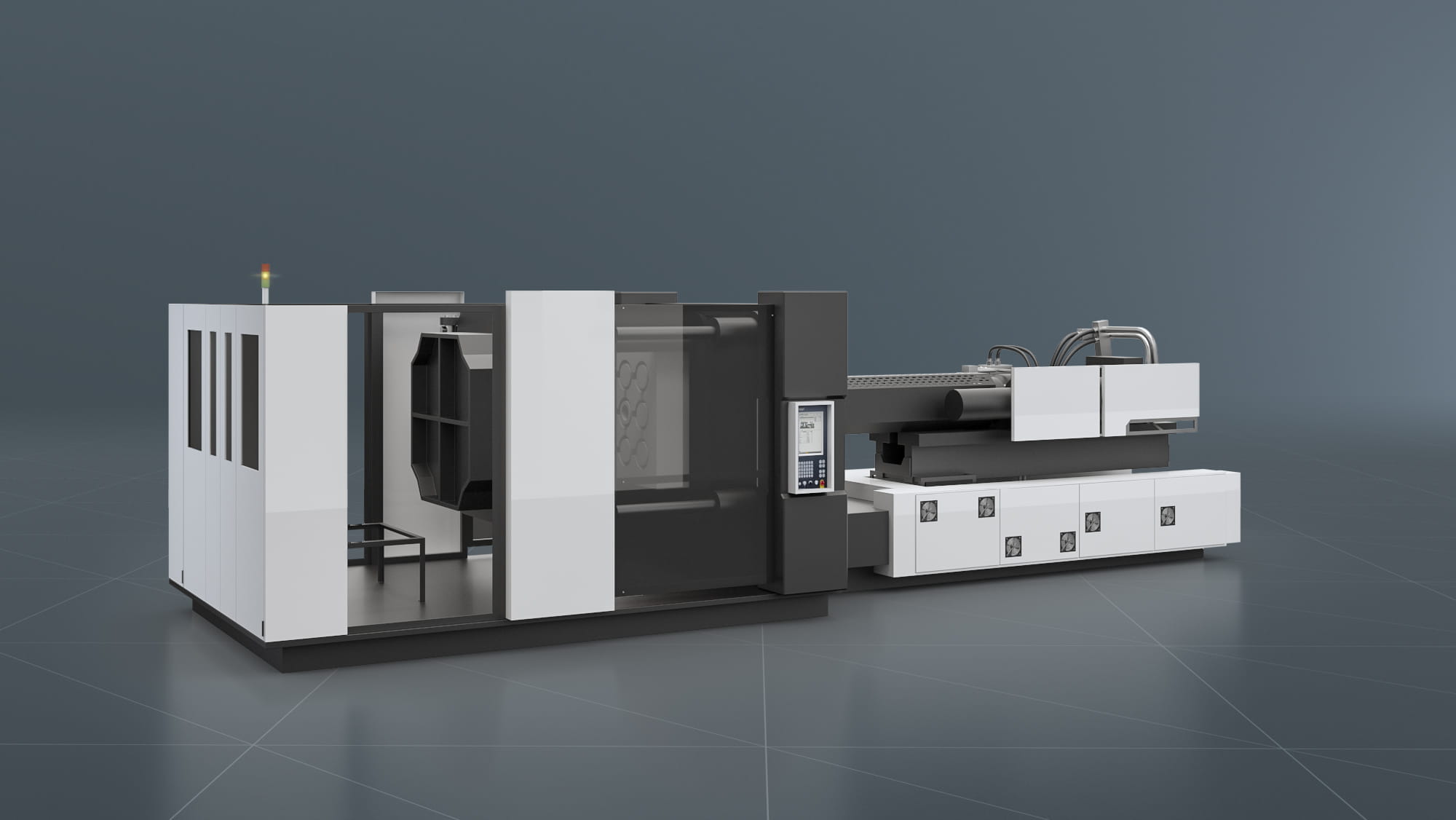
下記の写真内の番号をクリックいただくと、射出成形機における用途ごとのシール製品をご覧いただけます。
射出シリンダによって往復動の射出スクリューを制御し、成形サイクルごとに一定の圧力で定量の材料を金型に流しこむ必要があります。
当社のルブリケーションマネジメント技術を採用することで、使用される各シールが単独ではなく、シールシステム全体で機能しフリクションと摩耗を最適化し、アプリケーションの寿命を劇的に向上させることが可能になります。
推奨シールシステム: オルコット スライドリング, ターコン® グライドリング T, ターコン® ステップシール V LM, ターコン® ステップシール 2K, ターコン® エクスクルーダ5
重要製品: ターコン® ステップシール V LMはシールシステム内で1次ロッドシールとして機能し、トライボロジの観点で優れた性能を発揮します。このシールの特許となっている圧力解放機構を最適化することで、蓄圧とその結果として起こる損傷を防ぐことができます。
クランプシリンダの役割は、金型の圧力を保持することで加工物を正しい形状に加工します。成型プロセスの速度によっては、シールにとって過酷な条件となるショートストローク環境下で継続的に動作することが求められます。特殊な低フリクションシールを使用することで、このような環境下でも長寿命化を実現することができます。
推奨シールシステム:
ハイモッド スライドリング、ザーコン® U-カップ RU9、ザーコン® スクレーパ DA24、ターコン® グライドリング T、ターコン® グライドリング Hz、ターコン® エクスクルーダ 5
成型された製品を金型から取り出すには幾つかあり、代表的な方法としてエア、スプリング、油圧アクチュエータ、またはロボットアームを使用する方法があります。油圧アクチュエータを使用する場合、エジェクトシリンダの動作によってエジャクタピンやストリッパプレート等で金型から成型品を取り出します。エジェクトシリンダは射出サイクルごとに正確な動作を継続的に行い、毎回成型品を完全に金型から取り外すため、低フリクションと長寿命が求められます。
推奨シールシステム:
ターコン®、ザーコン® シール、オルコット、ハイモッドベアリング
モールドストロークシリンダによって、成型プロセスの前にプラテンを所定の位置に移動させます、その後クランプシリンダが射出サイクルごとに型開閉を行います。モールドストロークシリンダは1日に数回程度の動作となりますが、正確に動作が必要となるため、スティックスリップの起こり難いシールが重要な要求項目となっています。.
推奨シールシステム:
オルコット® スライドリング、ターコン® グライドリング T、ターコン® ステップシール 2K、ターコン® エクスクルーダ 2
射出成形機のスクリュー式射出ユニットよって、成型原料を射出しています。このスクリュー部では金型に原料を射出する前に、材料を熱によって溶かし移動させます。この動作は成型プロセス中にわたり継続して行われるため、シールには堅牢性と低フリクション性が必要となります。
推奨シールシステム:
ターコン® ロト VLシールF、ターコン® バッファーリング、オイルシール
射出シリンダ
射出シリンダによって往復動の射出スクリューを制御し、成形サイクルごとに一定の圧力で定量の材料を金型に流しこむ必要があります。
当社のルブリケーションマネジメント技術を採用することで、使用される各シールが単独ではなく、シールシステム全体で機能しフリクションと摩耗を最適化し、アプリケーションの寿命を劇的に向上させることが可能になります。
推奨シールシステム:
オルコット スライドリング, ターコン® グライドリング T, ターコン® ステップシール V LM, ターコン® ステップシール 2K, ターコン® エクスクルーダ 5
重要製品:
ターコン® ステップシール V LM は、シールシステム内で1次ロッドシールとして機能し、トライボロジの観点で優れた性能を発揮します。このシールの特許となっている圧力解放機構を最適化することで、蓄圧とその結果として起こる損傷を防ぐことができます。
Clamp Cylinder
クランプシリンダの役割は、金型の圧力を保持することで加工物を正しい形状に加工します。成型プロセスの速度によっては、シールにとって過酷な条件となるショートストローク環境下で継続的に動作することが求められます。特殊な低フリクションシールを使用することで、このような環境下でも長寿命化を実現することができます。
推奨シールシステム:
ハイモッドスライドリング、 ザーコン® U-カップRU9 、ザーコン® スクレーパ DA 24、 ターコン ®グライドリング T、ターコン ® グライドリング Hz、 ターコン® エクスクルーダ 5
エジェクトシリンダ
成型された製品を金型から取り出すには幾つかあり、代表的な方法としてエア、スプリング、油圧アクチュエータ、またはロボットアームを使用する方法があります。油圧アクチュエータを使用する場合、エジェクトシリンダの動作によってエジャクタピンやストリッパプレート等で金型から成型品を取り出します。エジェクトシリンダは射出サイクルごとに正確な動作を継続的に行い、毎回成型品を完全に金型から取り外すため、低フリクションと長寿命が求められます。
推奨シールシステム:
ターコン® 、 ザーコン® シール、 オルコット、ハイモッドベアリング
モールドストロークシリンダ
モールドストロークシリンダによって、成型プロセスの前にプラテンを所定の位置に移動させます、その後クランプシリンダが射出サイクルごとに型開閉を行います。モールドストロークシリンダは1日に数回程度の動作となりますが、正確に動作が必要となるため、スティックスリップの起こり難いシールが重要な要求項目となっています。
推奨シールシステム:
オルコット® スライドリング、 ターコン® グライドリング T、 ターコン® ステップシール 2K, 、 ターコン® エクスクルーダ 2
スクリュー式射出ユニット
射出成形機のスクリュー式射出ユニットよって、成型原料を射出しています。このスクリュー部では金型に原料を射出する前に、材料を熱によって溶かし移動させます。この動作は成型プロセス中にわたり継続して行われるため、シールには堅牢性と低フリクション性が必要となります。
推奨シールシステム:
ターコン® ロト VLシール F、 ターコン® バッファーリング、 オイルシール